
Ambalaj dünyasında, tek bir sızdıran şişe, israf edilen bir damla üründen daha fazlasıdır. Potansiyel sorunların bir dizisidir: maliyetli geri çağırmalar, zarar gören marka itibarı, düzenleyici inceleme ve Ambalaj Verimliliğinize önemli bir darbe. Suçlu genellikle üretim hattınızın kalbinde yer alır: Kapaklama Hattı. Bu kritik aşama, ürününüzün bütünlüğünün nihai koruyucusu olan son mührün yapıldığı yerdir. Birçok üretici için, sürekli olarak mükemmel bir mührü elde etmek, sürekli bir bilmece gibi gelir.
Peki ya sıfır sızıntı bir şans meselesi değil de bilim meselesi olsaydı?
Bu kapsamlı rehber, modern Kapaklama Sistemlerinin ardındaki bilimsel prensipleri ve mühendislik harikalarını inceleyecektir. Şişe Kapaklama sürecinin karmaşıklıklarını parçalara ayıracak ve Kapaklama Başlığından Tork Kontrolüne kadar bütünsel bir yaklaşımın Şişeleme Hattınızı mükemmelliğin bir örneği haline nasıl getirebileceğini ortaya koyacağız. Kapaklama bilmecesini bir kez ve herkes için çözmeye hazır olun.

Mükemmel Bir Mühürün Anatomisi: Sadece Bir Bükülmeden Daha Fazlası
Makineye dalmadan önce, "mükemmel bir contanın" neyi oluşturduğuna dair temel bir anlayış oluşturalım. Bu, üç fiziksel faktörün kesin bir sinerjisidir:
1.Uygulama Kuvveti (Tork): Kapağa uygulanan dönme kuvveti. Çok az olursa conta eksik olur. Çok fazla olursa dişleri sıyırma, kapak astarına zarar verme veya hatta kabı çatlatma riskiyle karşı karşıya kalırsınız.
2.Konteyner ve Kapak Tasarımı: Diş profili, şişenin boyun bitişi ve kapağın tasarımı mükemmel bir şekilde eşleşmelidir. Mikroskobik tutarsızlıklar bile sızıntılar için yollar oluşturabilir.
3. Liner'ın Rolü: Kapağın içindeki küçük disk, astar, bilinmeyen kahramandır. Hava geçirmez bir bariyer oluşturmak için kabın ağzına ("kara") doğru sıkıştırılır. Astar malzemesi ürünle uyumlu olmalı ve gerekli esnekliği sağlamalıdır.
Herhangi bir Kapak Kapatma Makinesinin temel amacı, bu üç değişkeni saatte binlerce kez hatasız bir tutarlılıkla kontrol etmek ve optimize etmektir.
Modern Sızdırmazlığın Özü: Kapatma Makinesi Seçiminizin Önemi
Piyasada çeşitli tipte kapaklama makineleri bulunmaktadır, ancak yüksek hızlı, yüksek riskli üretim için iki ana kategori öne çıkmaktadır: Döner Kapaklama ve Hat İçi Kapaklama.
Hassasiyetin Güç Merkezi: Döner Kapaklama Sistemi
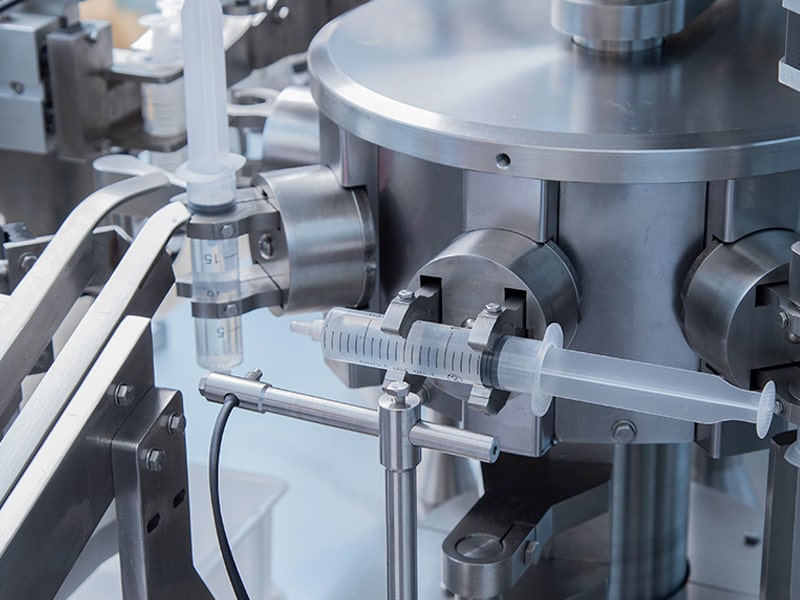
Hız veya doğruluktan ödün veremeyen üreticiler için Döner Kapaklama Makinesi altın standarttır. Bu sistemde, şişeler sürekli dönen bir yıldız tekerleğe aktarılır. Dairesel bir yolda ilerlerken, özel bir Kapaklama Başlığı alçalır, bir kapak alır, uygular ve tam olarak belirtilen özelliklere göre tork uygular.
Döner Kapaklamanın Bilimsel Avantajları:
● Uzatılmış Başvuru Süresi: Kapatma eylemi şişe taretle hareket ederken gerçekleştiğinden, Kapatma Başlığı kapağı kavramak, aşağı inmek ve torku düzgün bir şekilde uygulamak için daha fazla zamana sahiptir. Bu kontrollü, ani olmayan hareket, çapraz dişlenmeyi önlemek ve kapağın mükemmel şekilde oturmasını sağlamak için çok önemlidir.
● Üstün Tork Kontrolü: Üst düzey döner sistemler gelişmiş Tork Kontrol mekanizmalarını kullanır. Bunlar basit motorlar değildir. Bunlar genellikle gerçek zamanlı geri bildirim sağlayan ve ±1 in-lb'den daha az varyasyonlarla hassas, önceden programlanmış bir tork değeri uygulayabilen manyetik kavramalar veya servo tahrikli kafalardır. Bu hassasiyet, güvenilir bir Sızdırmazlık Çözümünün temelidir.
● Çok Yönlülük ve İstikrar: Şişenin yıldız tekerlek ve boyun kılavuzları aracılığıyla güvenli bir şekilde tutulması, sistemin hızdan veya doğruluktan ödün vermeden, daha az stabil olanlar da dahil olmak üzere daha geniş bir şişe şekli, boyutu ve ağırlığı aralığını işleyebileceği anlamına gelir.
Bu kontrol seviyesi, Döner Kapaklamayı, sıfır hatalı çıktı hedefleyen herhangi bir yüksek verimli Şişeleme Hattının vazgeçilmez bir parçası haline getirir.
İşgücü: Otomatik Kapaklama ve Rolü
Otomatik Kapaklama terimi, kapak ayırma, yerleştirme ve sıkma işlemini otomatikleştiren çok çeşitli makineleri kapsar. Hem döner hem de hat içi kapaklayıcılar, Otomatik Kapak Kapatma MakineleriÖnemli olan, doğası gereği tutarsız olan ve sızdırmazlık sorunlarının yaygın bir kaynağı olan manuel müdahalenin ortadan kaldırılmasıdır.
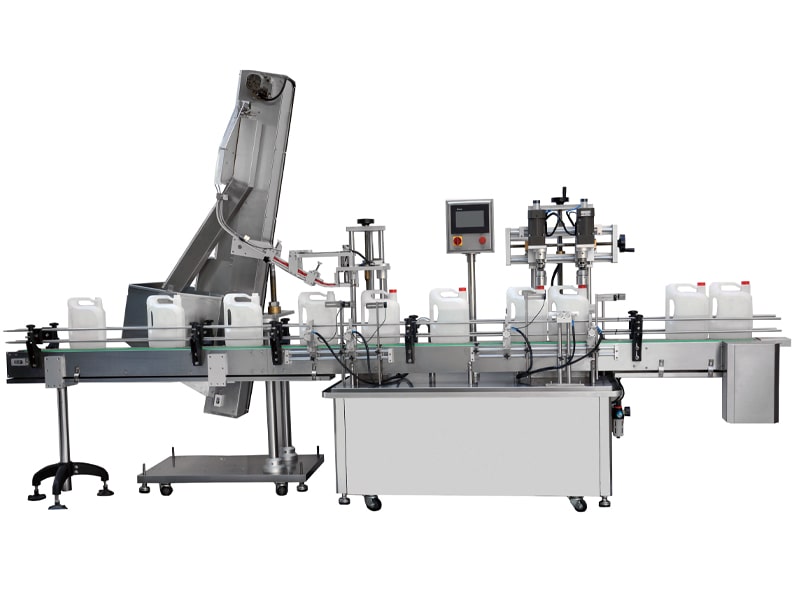
Otomatik Kapak Kapatma Sistemi, diğer ekipmanlarınızla kusursuz bir şekilde entegre olur. Şişeleme Hattı, dolum makinesinden doldurulan şişeleri alır ve mükemmel şekilde kapatılmış şişeleri etiketleyiciye boşaltır. Bu otomasyon, iyileştirmede ilk ve en kritik adımdır Paketleme Verimliliği ve iş gücü kaynaklı hataların azaltılması.
Hassasiyet Bilimi: Kapak Başlığı ve Tork Kontrolünün Yapısının Çözülmesi
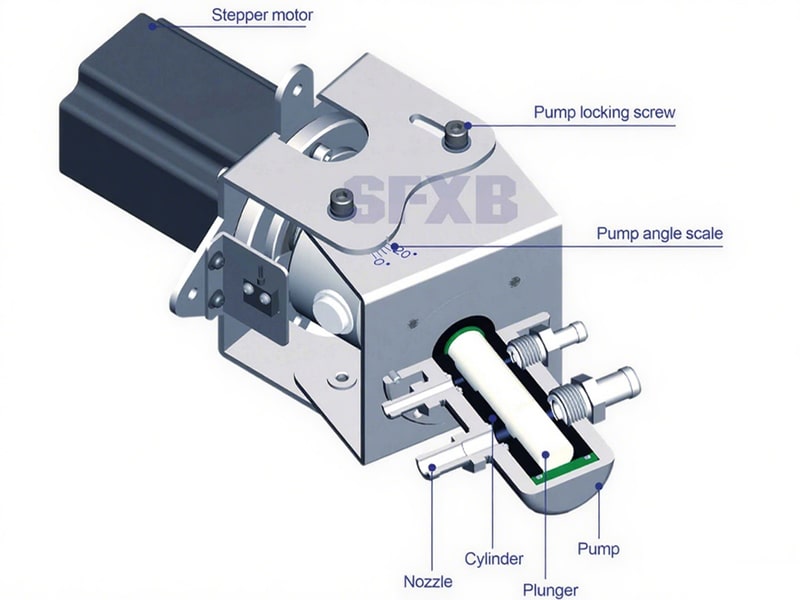
Sihir gerçekten Capping Head'in içinde gerçekleşir. Bu, kapakla doğrudan temas eden bileşendir. Sızdırmazlık sürecini nasıl ustalıkla yönettiğini inceleyelim.
Capping Head: Bir Mekanik Senfonisi
Modern bir Capping Head, makine mühendisliğinin bir şaheseridir. Bir dizi eylemi kusursuz bir şekilde gerçekleştirmek üzere tasarlanmıştır:
1. Toplama: Teslimat kanalından tek bir kapağı tam olarak seçer.
2.Ön Sıkma: Kapağın şişenin dişlerine doğru şekilde oturmasını sağlamak için genellikle kapağı hafifçe döndürür ve çapraz dişlenme riskini büyük ölçüde azaltır.
3Üst Yükleme Kuvveti: Sıkma işlemi başlamadan önce kapağın sabit kalmasını ve astarın kap tabanına eşit şekilde temas etmesini sağlamak için tutarlı bir aşağı doğru kuvvet (üstten yükleme) uygulanır.
4.Torklama: Son kritik dönme kuvvetini uygular.
Tork Kontrolünün Zorunluluğu: Mühürün Ruhu
Tork Kontrolü, tüm Capping Hattı'ndaki en kritik parametredir. İnç başına pound (in-lbs) veya Newton-metre (N·m) olarak ölçülür.
Serbest Bırakma Torku ve Uygulama Torku: Bir tüketicinin şişeyi açması için gereken torkun (serbest bırakma torku) makinenin uyguladığı torktan (uygulama torku) farklı olduğunu anlamak önemlidir. Liner gevşemesi ve diş sürtünmesi nedeniyle, serbest bırakma torku genellikle ilk uygulama torkunun 40-60%'sidir. Kalite kontrol süreciniz, serbest bırakma torkunun hem conta bütünlüğü hem de tüketici kolaylığı için kabul edilebilir bir aralıkta olduğunu ölçmeli ve doğrulamalıdır.
Gelişmiş Tork Sistemleri:
● Manyetik Kavrama: Bu kafalar, hedef torka ulaşıldığında tutarlı bir "kayma" yaratmak için zıt mıknatıslar kullanır. Güvenilirdirler ve minimum bakım gerektirirler.
● Servo Sürücülü Kafalar: Bu, Tork Kontrolünün zirvesidir. Bir servo motor tüm sıkma sürecini kontrol eder. Birden fazla tork profiline sahip olacak şekilde programlanabilir, çapraz dişleri veya eksik kapakları algılayabilir ve her bir şişe için ayrıntılı veri sağlayabilir. Bu veriler istatistiksel süreç kontrolü (SPC) ve kalite güvencesi için paha biçilmezdir.
Hassas, doğrulanabilir Tork Kontrolüne sahip bir Kapatma Sistemine yatırım yapmak, sıfır sızıntılı bir Sızdırmazlık Çözümüne doğrudan yatırım yapmaktır.
Kapak Hattınızdaki Sızıntıları Ortadan Kaldırmak İçin 5 Eylem Anahtarı
Tavanlama bilmecesini çözmek bütünsel bir strateji gerektirir. İşte odaklanılacak beş temel alan:
1. Makine Seçimi ve Özellikleri:
Sadece bir Kapaklama Makinesi satın almayın; bir Sızdırmazlık Çözümüne yatırım yapın. Bilimi anlayan bir üreticiyle (Xueba Pack gibi) ortak olun. Onlara şişelerinizin, kapaklarınızın ve astarlarınızın örneklerini verin. İyi bir tedarikçi, optimum uygulama torkunu belirlemek ve belirli bileşenleriniz için önerilen makinenin performansını garanti etmek için testler yapacaktır. Yüksek hızlı veya zorlu uygulamalar için bir Döner Kapaklama sistemi belirtin.
2. Sıkı Bileşen Kalite Kontrolü (KK):
Capping Line'ınız yalnızca ona verdiğiniz bileşenler kadar iyidir. Şişeleriniz ve kapaklarınız için sıkı bir giriş QC süreci uygulayın. Şunları kontrol etmek için kumpaslar ve göstergeler kullanın:
● Şişe Boğazı Bitişi: T-Boyutu (dış diş çapı), E-Boyutu (iç boyun çapı).
● Kapak Ölçüleri: S-Boyutu (dişler arasındaki mesafe), H-Boyutu (yükseklik). Milimetrenin bir kesri kadar bile sapmalar yaygın arızalara yol açabilir.
3. Makine Kurulumu ve Kalibrasyonunun Sanatı ve Bilimi:
Doğru kurulum, "ayarlayıp unutacağınız" bir iş değildir.
● Baş Yüksekliği: Kapak Başlığının dikey konumu, doğru üst yükleme kuvvetini uygulayacak şekilde mükemmel bir şekilde ayarlanmalıdır.
● Tutucu/Mandren Gerilimi: Kapağı tutan mekanizma kaymayı önleyecek kadar sıkı olmalı, ancak kapağın dış yüzeyine zarar verecek kadar da sıkı olmamalıdır.
● Tork Kalibrasyonu: Her bir Capping Head'in çıkışının ayarına uyduğunu düzenli olarak doğrulamak için kalibre edilmiş bir dijital tork ölçer kullanın. Bu kalibrasyonların bir kaydını tutun.
4. Kapsamlı Operatör Eğitimi ve SOP'lar:
Operatörleriniz savunmanın ilk hattıdır. Sadece "nasıl"ı değil, her ayarlamanın ardındaki "neden"i de anlamak için eğitilmeleri gerekir. Başlatma, kapatma, geçişler ve sorun giderme için net Standart İşletim Prosedürleri (SOP'ler) geliştirin. Yanlış hizalanmış kapaklar veya aşınmış dişler gibi sorunları büyük sorunlara dönüşmeden önce tespit etmelerini sağlayın.
5. Proaktif Bakım Kültürü:
Aşınma ve yıpranma hassasiyetin düşmanıdır. Kapatma mandrenleri, tutucular ve kavrama bileşenleri zamanla aşınır. Önleyici bir bakım programı uygulayın. Aşınmış parçaları düzenli olarak inceleyin ve değiştirin. İyi bakımı yapılmış bir Kapatma Makinesi, Paketleme Verimliliğinin temel taşı olan güvenilir bir makinedir.

Sonuç: Mükemmel Sızdırmazlıkta Ortağınız
Sıfır sızıntıya giden yolculuk tek bir sihirli kurşun bulmakla ilgili değil, Capping Line'ınıza bilimsel ve sistematik bir yaklaşım benimsemekle ilgilidir. Şişe, kapak ve makine arasındaki karmaşık dansı anlamakla başlar. Hassas Döner Capping Sistemi gibi doğru teknolojiyi seçerek ve kaynakları kalite kontrolüne, doğru kuruluma ve bakıma ayırarak sürdürülür.
Kapak Sisteminizi kritik bir kontrol noktası ve bir mühendislik varlığı olarak görerek, bilmeceyi kalıcı olarak çözebilirsiniz. Ürününüzü koruyabilir, markanızın itibarını artırabilir ve Paketleme Verimliliğinde yeni seviyelerin kilidini açabilirsiniz. Mükemmel mühür sadece bir hedef değil; aynı zamanda ulaşılabilir, tekrarlanabilir bir mükemmellik standardıdır.
| Referanslar: | |
| 1. | İlaç şişe kapatma işlemi: Kap kapatma sistemleri, kapatma ekipmanı, düzenleyici çerçeve ve mühür kalite testleri ——Alındığı yer: Ulusal Bilim ve Teknoloji Kütüphanesi |
| 2. | Şişe Kapağının Kapatılmasının Kalan Mühür Kuvveti ve Kap Kapatma Bütünlüğü Üzerindeki Etkisi. ——Alındığı yer:Avrupa PMC |
| 3. | Vaka Çalışması: Doğrulanmış Yüksek Hızlı Kapatma——Alındığı yer:RobotikYarın |

Yorumlar