
1. Unveiling the Precision: What is a Ceramic Pump Filling Machine?
1.1. Introduction: Defining the Ceramic Pump Filling Machine and its Significance
A pump filler is a machine designed to precisely control the output of liquid into containers, ensuring equal amounts are dispensed. These machines typically use one pump per fill head, facilitating liquid movement, making them ideal for thicker, viscous, or particulate-containing liquids where gravity alone is insufficient.
The ceramic pump filling machine is an advanced variant that incorporates high-performance ceramic components like plungers, pistons, and cylinders. This integration significantly enhances capabilities beyond conventional pump fillers, meeting modern manufacturing demands for enhanced precision, stringent hygiene, and the capacity to process challenging or sensitive materials. This shift to ceramic technology is a direct response to evolving market needs, pushing the boundaries of filling technology for superior operational excellence, rigorous quality standards, and complex product formulations.
1.2. The Core Mechanism: How Ceramic Pump Filling Machines Operate (Positive Displacement Principles)
Ceramic pump filling machines operate on the principle of positive displacement, ensuring a fixed volume of fluid is repeatedly enclosed and mechanically moved with each cycle for highly accurate and repeatable dosing. Liquid measurement can be time-based (pump runs for a pre-set duration) or pulse-based (measures revolutions or movements of a pump component).
The precise operation hinges on the interaction between the ceramic plunger and the ceramic pump chamber, forming a piston-type metering pump. The plunger reciprocates inside the chamber, drawing and dispensing fluids, often controlled by rotary or check valves, or valveless mechanisms. Exceptional accuracy stems from ultra-tight tolerances (2 to 5 microns) and mirror-like surface finishes (e.g., Ra ≈ 0.02μm for zirconia). This precision is enabled by the extreme hardness, low friction, and dimensional stability of ceramic materials. Valveless designs further enhance precision by eliminating traditional wear points like seals and conventional valves, reducing maintenance. The superior performance of ceramic pump filling machines is a testament to advanced material science and precision engineering.
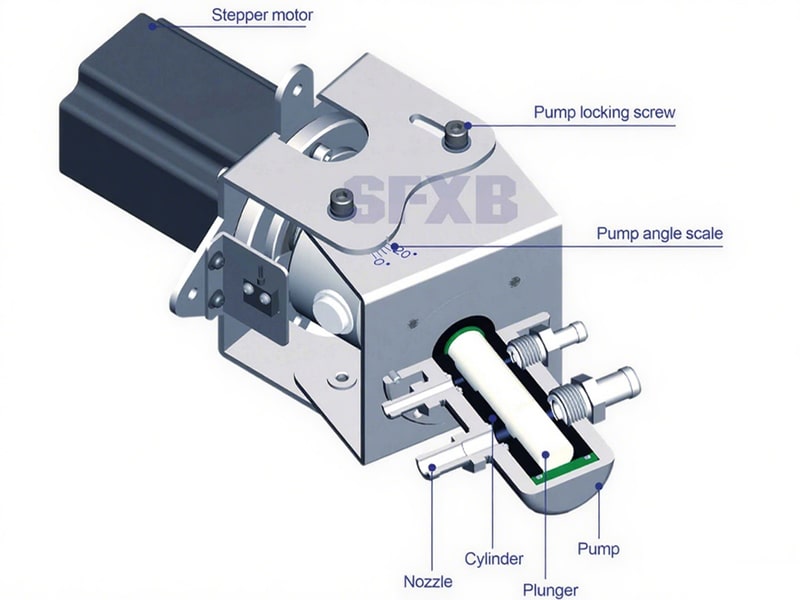 |
| Valveless ceramic plunger pump assembly |
2. The Unrivaled Advantages of Ceramic Technology in Filling
Integrating ceramic materials into filling pump designs offers compelling benefits for demanding industrial processes.
2.1. Precision and Accuracy: Unlocking Unmatched Dosing Consistency
Ceramic pump filling machines offer unparalleled precision and accuracy, achieving repeatability often less than 0.5% and overall accuracy within 0.5%. Some models boast perfusion precision as tight as ±0.25%. This consistency is due to the extraordinary machining accuracy of ceramics, with dimensional accuracy up to 0.001mm and cylindricity up to 0.004mm, plus mirror-like surface finishes.
The low thermal expansion coefficient of ceramics ensures dimensional stability, maintaining consistent fill volumes during prolonged operation or temperature fluctuations. Valveless designs further enhance precision by eliminating wear, leakage, and clogging points common in conventional systems. This high precision (<0.5% accuracy) has significant economic and regulatory implications, especially for high-value liquids. It reduces product waste from overfilling and prevents non-compliance from underfilling. Long-term stability and consistency over millions of maintenance-free cycles mitigate risks, offering a strong return on investment despite potentially higher initial costs. Precision filling with ceramic pumps is crucial for profitability, regulatory adherence, and brand reputation in sensitive manufacturing environments.
2.2. Exceptional Durability and Wear Resistance: Built to Last
Ceramic pump filling machines are renowned for exceptional durability and wear resistance due to the inherent properties of technical ceramics (alumina, zirconia, silicon carbide). These materials possess extremely high hardness, superior wear resistance, and excellent corrosion resistance. This toughness translates to a significantly extended service life for ceramic plungers, often 5 to 10 times longer than metal counterparts. Some pumps operate reliably for 10 years with minimal maintenance in high-volume plants.
The remarkably low friction coefficient and mirror-like surface finish of ceramic components contribute to longevity by reducing wear and enabling seal-less designs. Eliminating traditional seals removes common failure points, extending pump life and ensuring millions of maintenance-free cycles. This robust construction and minimal wear directly reduce operational costs. The long service life, low maintenance, and reduced expenses point to a significant reduction in Total Cost of Ownership (TCO). While initial investment may be higher, long-term savings from reduced downtime, fewer part replacements, and uninterrupted production make ceramic pumps a strategic, cost-effective solution over their operational lifespan for high-volume, mission-critical production lines.
2.3. Superior Chemical Inertness and Hygiene: Ideal for Sensitive Products
Ceramic materials are chemically inert, resisting most solvents, acids, and alkaline solutions. This makes them ideal for chemical, pharmaceutical, and food processing industries where product integrity is paramount. Ceramics do not rust and ensure minimal to no product contamination , eliminating concerns about material shedding or chemical leaching.
Their robust chemical resistance and high-temperature tolerance make ceramic pumps compatible with rigorous Clean-in-Place (CIP) and Sterilize-in-Place (SIP) processes, unaffected by harsh chemicals or high temperatures. Ultra-smooth, mirror-like surfaces prevent residue buildup and dead angles, facilitating efficient cleaning and disinfection. This ensures compliance with stringent food and drug production sanitary requirements. The ability to withstand CIP/SIP processes ensures minimal product contamination and prevents material pollution. This is crucial for pharmaceuticals (biocompatibility, sterility) and food/beverage (safety, taste integrity), directly addressing stringent regulatory frameworks and consumer safety expectations. Ceramic pumps are fundamental enablers of product safety, purity, and compliance, positioning them as a premium solution for sensitive and high-value products.
2.4. High-Temperature Resilience and Abrasive Product Handling
Ceramic pump filling machines excel at handling high-temperature or abrasive liquids. Certain ceramics, like silicon carbide, maintain strength up to 1400°C. This allows ceramic pumps to fill hot and abrasive products, significantly extending their operational range. Fully ceramic pumps can transport highly corrosive salt brine at 550°C, a feat often impossible for conventional metal pumps. This versatility makes ceramic pumps indispensable for processes involving harsh thermal or abrasive conditions. Their hardness and wear resistance are particularly beneficial in the mud/oil industry, resisting wear from slurries and providing longer service life than metal plungers.
The capability to handle hot, abrasive, and highly corrosive media defines a critical operational envelope where traditional pumps would fail. Ceramic pumps are often the only viable solution for such demanding applications, making them the “optimal choice” in these niches. This enables manufacturing processes that would otherwise be difficult, unsafe, or unfeasible, opening new product development and efficiency gains. Ceramic pump technology is a foundational element for processes involving extreme conditions, securing its indispensable position in specialized and highly demanding industrial applications.
Table 1: Key Advantages of Ceramic Pump Filling Machines
| Advantage | Benefit | Key Metric/Feature |
| Precision & Accuracy | Unmatched dosing consistency | Accuracy within 0.5%, Repeatability <0.5%, Valveless designs |
| Durability & Wear Resistance | Extended service life, Reduced downtime | 5-10x longer life than metal, Millions of maintenance-free cycles |
| Chemical Inertness & Hygiene | No product contamination, Regulatory compliance | Chemically inert, Biocompatible, CIP/SIP compatible, Mirror-smooth surfaces |
| High-Temperature Resilience | Versatile application range | Handles hot products (e.g., 550°C salt brine), Silicon carbide up to 1400°C |
| Abrasive Product Handling | Reliable performance in harsh environments | Resists wear from slurries and particulates |
| Low Maintenance Requirements | Reduced operational costs | Seal-less designs, Minimal wear, Sustainable cost reduction |
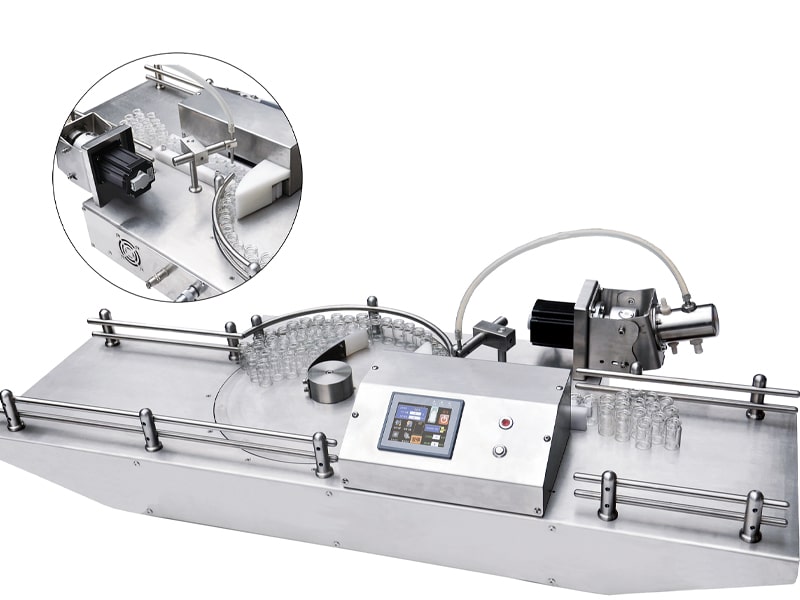 |
| XBGZ-30 Desktop Ceramic Pump Bottle Filling Machine |
3. Diverse Applications: Where Ceramic Pumps Excel Across Industries
The unique properties of ceramic pump filling machines make them indispensable across industries requiring precision, hygiene, and durability.
3.1. Pharmaceutical and Medical: Ensuring Sterility and Exact Dosing
In pharmaceuticals and medicine, ceramic filling pumps are highly valued for precise dosing of small and medium volumes of sterile liquids. Their chemical inertness and biocompatibility are crucial for maintaining product purity and safety. These pumps are integrated into aseptic filling equipment for water injections, freeze-dried powders, and oral liquids. Their precision and reliability also make them ideal for advanced medical technologies like hemodialysis and peritoneal dialysis.
The emphasis on sterile liquids, purity, safety, and aseptic filling reflects stringent regulatory standards like GMP. Ceramic pumps are often necessary to meet these requirements, ensuring product efficacy and patient safety. Their adoption is driven by the imperative to achieve and maintain regulatory compliance, critical for market access and avoiding penalties. Ceramic pump technology is a foundational enabler for innovation and compliance in highly regulated industries, allowing safe, precise, and compliant production of critical health-related products.
3.2. Food and Beverage: Maintaining Purity and Product Integrity
The food and beverage sector values ceramic pumps for their cleanability, durability, and precision filling. The low wear rate of ceramic components ensures minimal to no contamination of the pumped media, critical for food safety and preserving product integrity, taste, and shelf-life. Ceramic materials fully comply with rigorous food production sanitary requirements.
3.3. Cosmetics and Personal Care: Precision for Premium Formulations
The cosmetics and personal care sector benefits from ceramic pumps’ cleanability, durability, and precision filling. Their ability to accurately dose small and medium volumes is crucial for high-value, precisely formulated cosmetic products, where consistency impacts performance, aesthetic appeal, and brand reputation.
3.4. Chemical and Industrial: Handling Corrosive and Abrasive Substances
Ceramic plunger pumps are robustly applied in the chemical industry as metering or chemical pumps due to their exceptional resistance to strong acids and alkalis. This chemical inertness ensures stable operation in harsh corrosive environments. In the energy industry, ceramic plungers are used in high-pressure pumps and compressors in power plants and renewable energy systems, suitable for demanding, high-pressure work.
In the mud and oil industry, ceramic plungers are widely used in hydraulic, sand, and mining pumps. Their hardness and wear resistance provide superior performance against abrasive slurries, resulting in significantly longer service life than metal plungers. This robustness allows ceramic-equipped plunger pumps to operate reliably in harsh working environments where other materials would quickly degrade.
The wide array of applications across diverse industries—from pharmaceuticals and food to chemicals, energy, and oil/mud—underscores the remarkable versatility of ceramic pumps. These industries often handle sensitive, corrosive, abrasive, or high-value products. Ceramic technology is not just an incremental improvement but often a critical enabler for new products or processes difficult to manage with conventional pump materials, providing a significant competitive advantage. Ceramic pump filling machines are strategic assets that empower industries to expand portfolios, enhance efficiency, and operate reliably under challenging conditions, fostering broader industrial innovation.
 |
| Desktop ceramic pump filling production line (bottle delivery/filling/capping/bottle output) |
4. Types and Innovations: Exploring Ceramic Pump Variations
The adaptability of ceramic technology has led to various specialized pump configurations.
4.1. Ceramic Plunger Pumps: The Workhorse of Precision Filling
Ceramic plunger pumps are a fundamental and widely adopted type of ceramic filling machine, operating as piston-type metering pumps in aseptic filling equipment. Their core design involves a ceramic plunger reciprocating precisely within a ceramic pump chamber. These components are typically crafted from high-purity alumina or zirconia for their superior mechanical and chemical properties. The precise fit between the piston and cylinder, often sealed by their tight mechanical fit, ensures highly accurate and consistent fluid displacement.
4.2. Ceramic Micro Metering Pumps: Mastering Minute Volumes
A specialized subset, ceramic micro metering pumps, are engineered for extremely accurate fluid dosing at minute volumes. These often feature a valveless design, enhancing precision and reducing maintenance. Their critical applications are in highly sensitive fields like analytical, diagnostic, and medical technologies, where small volume deviations have significant consequences. Key features include adjustable stroke volume, exceptional chemical resistance, and compact size for seamless integration. Dual-precision variants allow precise mixing or simultaneous dosing from a single motor, offering flexibility for multi-component liquid handling.
The emergence of micro metering pumps, especially dual-precision variants, signifies a trend towards miniaturization and integration into complex analytical, diagnostic, and laboratory equipment. Ceramic technology is crucial for enabling sophisticated, compact, and automated fluidic control systems in high-tech and research-intensive environments. Its adaptability extends to advanced diagnostics, scientific research, and specialized medical applications.
4.3. Ceramic Dosing Pumps: Controlled Dispensing for Critical Applications
Ceramic dosing pumps are positive displacement mechanisms engineered for highly accurate and repeatable dispensing in critical applications, often involving high-value or sensitive liquids. Constructed from high-tech ceramics (alumina or zirconia), they perform for hundreds of millions of cycles without measurable wear, ensuring long-term stability. While some general statements indicate accuracy around ±3%, specific high-precision ceramic dosing pumps achieve significantly tighter tolerances, aligning with sub-0.5% accuracy. They are commonly found in applications like syringe filling machines.
Table 2: Comparative Properties of Ceramic Materials for Pumps (Alumina vs. Zirconia)
| Property | Alumina (Al₂O₃) | Zirconia (ZrO₂) |
| Hardness & Wear Resistance | Extremely hard, good wear performance | Superior abrasion resistance, higher density (~6.0 g/cm³), longer service life |
| Surface Finish | Typically Ra 0.2–0.4μm (even when polished) | Ultra-smooth, mirror-like finishes (Ra ≈ 0.02μm) |
| Toughness & Crack Resistance | Extremely hard but relatively brittle, lower flexural strength & fracture toughness | Higher toughness, better impact resistance (“ceramic steel”), less prone to cracking |
| Max. Operating Temperature | Up to 1600–1700°C | Degrades above ~1100°C (excellent under standard SIP 121°C) |
| Thermal Conductivity | Higher (~25 W/m·K), results in more even heat distribution | Lower (~2 W/m·K), can lead to thermal gradients |
| Thermal Shock (Implication) | Requires careful temperature control to avoid thermal shock | Higher toughness helps offset thermal stress risk |
 |
| XBWG series single head valveless ceramic plunger quantitative filling machine |
5. Ceramic vs. The Rest: A Comparative Analysis of Filling Technologies
Understanding ceramic pump filling machines requires comparing them with other prevalent pump types.
5.1. Ceramic Pump vs. Piston Pump: A Deep Dive into Performance
Ceramic plunger pumps are an advanced form of piston pump, offering significantly superior wear resistance (5 to 10 times longer service life) and inherent chemical inertness compared to conventional piston pumps. A crucial innovation is their valveless design, eliminating common issues like leaks and clogging frequent in traditional piston pumps that rely on external valves and seals. The simple two-port configuration with one moving part (ceramic piston) further reduces maintenance.
Traditional piston pumps, while common for low-volume (<0.5 mL) or high-viscosity applications , have drawbacks. Their pistons can be delicate and prone to damage, leading to particle shedding or precision loss. Narrow clearances can also cause clogging, especially with high-concentration formulations. The seemingly lower upfront cost of traditional piston pumps can be deceptive, often outweighed by higher long-term operational costs from frequent maintenance, part replacements, and product loss. Ceramic pumps, by addressing these weaknesses through superior materials and valveless design, offer a more robust and economically sound long-term solution, mitigating “hidden” operational expenses.
5.2. Ceramic Pump vs. Peristaltic Pump: Hygiene, Gentleness, and Versatility
Ceramic and peristaltic pumps have distinct strengths. Peristaltic pumps excel in gentle product handling, as fluid contacts only the flexible tubing, ensuring isolation and preventing cross-contamination. They are ideal for sanitary projects, shear-sensitive products (e.g., biopharmaceuticals), and single-use applications. However, silicone tubing can shed particles over time.
Ceramic pumps, while having product contact parts, offer unparalleled precision for a wider range of viscosities and temperatures, including hot and abrasive products. They boast superior long-term durability, crucial for high-volume production where peristaltic tubing wear might require frequent maintenance. Hybrid solutions, like the rolling diaphragm pump, combine gentle handling with volumetric dosing precision.
This comparison shows no single pump technology is universally superior; strengths are application-specific. Peristaltic pumps excel in gentle, shear-sensitive, and single-use operations. Ceramic pumps dominate in hot, abrasive , and high-precision, long-term applications. The mention of hybrid solutions indicates a trend towards tailored solutions, requiring deep understanding of product characteristics and operational requirements. Filling technology selection is a strategic decision aligned with product, volume, and hygiene needs. Ongoing hybrid solution development highlights continuous innovation for complex industrial challenges, emphasizing expert consultation.
Table 3: Filling Pump Technology Comparison: Ceramic vs. Piston vs. Peristaltic
| Feature | Ceramic Pump Filling Machine | Conventional Piston Pump | Peristaltic Pump |
| Precision | Extremely High (0.25-0.5% accuracy, valveless designs) | High (volumetric), but can lose precision due to wear/damage | Good (improved accuracy with modern designs) |
| Hygiene | Excellent (chemically inert, CIP/SIP, mirror-smooth surfaces) | Good (product contact parts), but risk of particle shedding | Excellent (no product contact, ideal for single-use, easy changeover) |
| Product Compatibility | Wide (hot, abrasive, corrosive, sterile, high-value, viscous) | Viscous/low volume, but delicate with particulates | Shear-sensitive, sanitary, multi-product, biologics |
| Maintenance | Very Low (long life, valveless, reduced wear) | Moderate to High (frequent valve/seal replacement, piston damage) | Moderate (tubing wear/replacement, potential particle shedding) |
| Typical Applications | Pharma, Cosmetics, Chemicals, High-value fluids, Abrasives | Pharma, Food (common for general viscous/low volume) | Biopharma, Lab, Multi-flavor, Aseptic, Single-use |
| Key Advantage | Durability, Precision, Chemical Resistance, High-Temp Handling | Volumetric accuracy, established technology | Gentleness, Contamination prevention, Ease of changeover |
| Key Limitation | Higher initial cost, Brittleness (requires careful handling) | Maintenance, contamination risk, delicate parts | Tubing life, pulsation, material shedding from tubing |
 |
| XBTG series high-precision ceramic pump desktop paste liquid pneumatic filling machine |
While ceramic pump filling machines offer numerous advantages, a balanced perspective requires acknowledging their practical limitations.
6.1. Initial Investment and Manufacturing Complexity
A primary consideration for ceramic pumps is their typically higher initial capital investment compared to machines using conventional metal or plastic components. This elevated cost is due to expensive raw ceramic materials and inherently more complex, time-consuming, and expensive manufacturing processes. These processes, such as molding from powders, sintering at extremely high temperatures, and subsequent precision grinding to achieve ultra-tight tolerances, demand specialized equipment and expertise. Achieving clearances as fine as 2 to 5 microns further adds to the manufacturing challenge and cost.
6.2. Material Brittleness and Design Adjustments
Ceramics are inherently brittle, low-toughness materials, susceptible to fracture under sudden impact or extreme mechanical stress. To counteract this, external support structures like plastic or metal housings are often integrated behind ceramic components, enhancing durability and structural integrity, adding to complexity and cost.
Pump designs cannot simply substitute ceramic components into existing metal frameworks without significant modifications. Designs must be specifically “adjusted for ceramic materials properties such as thermal expansion, brittleness or manufacturing”. For example, traditional blind, threaded holes are unsuitable for brittle ceramics, necessitating alternative fastening methods. Specific thermal considerations are crucial, especially for alumina ceramics. While alumina withstands high temperatures (up to 1600–1700°C), its higher thermal conductivity (approx. 25 W/m·K) means rapid temperature changes can cause thermal shock and cracking if not carefully managed during SIP sterilization. Zirconia ceramics, though degrading at lower maximum temperatures (above ~1100°C), have lower thermal conductivity (around 2 W/m·K). This can lead to thermal gradients, but zirconia’s superior toughness helps offset this risk, making it less prone to cracking under thermal stress, including during high-temperature steam sterilization. Careful material selection and design are paramount to mitigate these thermal challenges.
6.3. Maintenance and Repair Specialization
While ceramic pumps are celebrated for low maintenance and extended service life, any necessary repairs or specialized maintenance can require specific expertise and tools. Given the precision engineering and unique material properties, general technicians may not be equipped to handle complex ceramic component replacements or alignments. This can necessitate specialized training or reliance on manufacturer-specific service, potentially impacting response times and costs for unforeseen issues. High machining accuracy and tight tolerances mean even minor damage can compromise performance, requiring precise replacement parts.
7. Conclusions
Ceramic pump filling machines represent a pinnacle of liquid dispensing technology, offering unparalleled precision, durability, and hygienic capabilities for modern industries. Their positive displacement operation is elevated by advanced ceramics like alumina and zirconia, enabling ultra-tight tolerances, mirror-smooth surfaces, and often valveless designs. This results in exceptional dosing accuracy and consistency, crucial for high-value and sensitive products.
The advantages extend beyond technical specifications. Remarkable wear and chemical resistance translate into significantly extended service life, drastically reduced maintenance costs, and minimal product contamination, leading to a lower Total Cost of Ownership. Their ability to withstand extreme temperatures and handle abrasive or corrosive media expands operational envelopes, enabling processes impossible with conventional pumps. This makes ceramic pumps not just an improvement, but often the only viable solution for specialized, demanding applications in pharmaceuticals, food and beverage, cosmetics, and various chemical and industrial sectors.
While ceramic pumps typically involve higher initial investment due to complex manufacturing and inherent brittleness requiring careful design, these considerations are often outweighed by long-term benefits of precision, reliability, and compliance. Comparative analysis with piston and peristaltic pumps shows ceramic pumps are superior where uncompromising precision, hygiene, and durability in challenging environments are non-negotiable. Ongoing innovation, including micro-metering and hybrid designs, solidifies ceramic technology’s role as a strategic asset for industries striving for the highest standards of product quality and operational efficiency.
Frequently Asked Questions (FAQ) About Ceramic Pump Filling Machines
1. What is a ceramic pump filling machine?
A ceramic pump filling machine is an advanced liquid dispensing device that utilizes high-performance ceramic components, such as plungers and cylinders, to precisely dispense liquids into containers. These machines are specifically designed for applications requiring high precision, stringent hygiene standards, and exceptional durability, particularly for viscous, sensitive, or particulate-containing products.
2. How do ceramic pump filling machines operate?
Ceramic pump filling machines operate on the principle of positive displacement, meaning a fixed volume of fluid is repeatedly enclosed and mechanically moved through the system with each cycle. The ceramic plunger reciprocates precisely within the ceramic pump chamber, drawing in and dispensing fluids. This process can be time-based or pulse-based, ensuring extremely high accuracy and repeatability due to the ultra-tight tolerances and smooth surface finishes of the ceramic components.
3. What are the main advantages of using ceramic pump filling machines?
Key advantages include unparalleled precision and accuracy (often with repeatability less than 0.5%), exceptional durability and wear resistance (components can last 5 to 10 times longer than metal), superior chemical inertness and hygiene (no product contamination, compatible with CIP/SIP), and the ability to handle high-temperature and abrasive products .
4. Why are ceramic pumps particularly suitable for the pharmaceutical and medical industries?
Ceramic pumps are highly valued in these industries for their precise dosing of small and medium volumes of sterile liquids. Their chemical inertness and biocompatibility are crucial for maintaining the absolute purity and safety of sensitive pharmaceutical and medical products. They are widely integrated into aseptic filling equipment and are compatible with rigorous Clean-in-Place (CIP) and Sterilize-in-Place (SIP) processes .
5. Can ceramic pump filling machines handle high-temperature or abrasive products?
Yes, ceramic pump filling machines are exceptionally capable of handling challenging liquids, including those at high temperatures or containing abrasive materials. Certain ceramic types, like silicon carbide, can maintain their strength and integrity at extreme temperatures (up to 1400°C), and their hardness resists wear from various slurries, making them ideal for such demanding applications.
6. What are the differences between alumina and zirconia ceramics used in pumps?
Both alumina (Al₂O₃) and zirconia (ZrO₂) are high-performance ceramic materials. Zirconia generally offers superior abrasion resistance, higher toughness (less prone to cracking), and can achieve ultra-smooth, mirror-like surface finishes (Ra ≈ 0.02μm). Alumina is extremely hard and can withstand higher maximum temperatures (up to 1600–1700°C), but it is relatively more brittle and typically has a rougher surface finish .
7. How do ceramic pumps compare to conventional piston pumps?
Ceramic plunger pumps are an advanced form of piston pump. Compared to conventional piston pumps, ceramic versions offer significantly superior wear resistance (often 5 to 10 times longer service life) and inherent chemical inertness. A key innovation in many ceramic piston pumps is their valveless design, which eliminates common issues like leaks and clogging often found in traditional piston pumps that rely on external valves and seals .
8. How do ceramic pumps compare to peristaltic pumps?
Peristaltic pumps excel in gentle product handling, as the fluid only contacts the flexible tubing, making them ideal for shear-sensitive products and single-use applications. However, they can have issues with tubing wear and particle shedding. Ceramic pumps, while having product contact parts, offer unparalleled precision for a wider range of viscosities and temperatures, including hot and abrasive products, and boast superior long-term durability for high-volume production .
9. What are ceramic micro metering pumps primarily used for?
Ceramic micro metering pumps are a specialized subset engineered for extremely accurate fluid dosing at minute volumes. Their critical applications lie in highly sensitive fields such as analytical, diagnostic, and medical technologies (e.g., hemodialysis, peritoneal dialysis), where even the smallest deviation in volume can have significant consequences.
10. What are the main limitations or disadvantages of ceramic pump filling machines?
The primary limitations include a typically higher initial capital investment due to the cost of raw ceramic materials and complex manufacturing processes (e.g., sintering, precision grinding). Additionally, ceramics are inherently brittle, requiring external support structures, and pump designs must be specifically adjusted to account for ceramic material properties like brittleness and thermal expansion .
| References: | |
| 1. | Understanding ceramic pumps and pump materials ——Retrieved from:GlobalSpec |
| 2. | Structure and Material Characteristics of Ceramic Filling Pumps ——Retrieved from:Mascera Technology |
| 3. | Ceramic Dosing Pump for Syringe Filling Machine ——Retrieved from:Fuboon |



Comments