
Honey, a marvel of nature’s engineering, is far more than just a sweetener. This golden, viscous liquid, produced by bees from the nectar of flowers, holds a rich history, a complex chemical makeup, and a myriad of health benefits. Its journey from hive to consumer requires meticulous handling and sophisticated processing, culminating in the crucial final step: honey packaging. This essay delves into the fascinating world of honey, exploring its fundamental ingredients, its remarkable advantages, the science behind its preservation, and the essential role of industrial honey packaging in ensuring its quality and availability.
The Intricate Symphony of Honey’s Ingredients: More Than Just Sugar
At its core, honey is primarily composed of carbohydrates, predominantly fructose (around 38%) and glucose (around 31%). However, its true complexity lies in the array of minor constituents that contribute to its unique flavor, aroma, color, and health-promoting properties. These include:
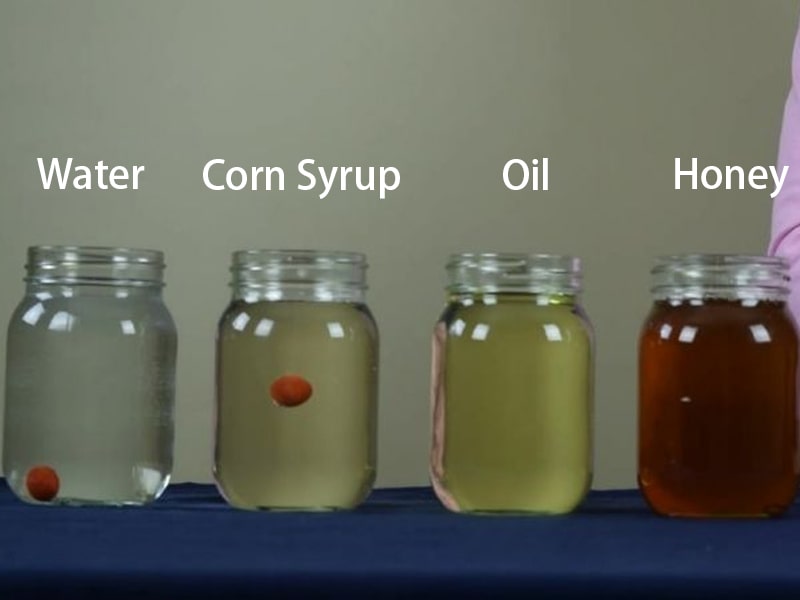
● Water: Typically ranging from 14% to 20%, the water content is a critical factor influencing honey’s viscosity and stability. Lower water content generally leads to a thicker honey with a longer shelf life.
● Other Sugars: In addition to fructose and glucose, honey contains smaller amounts of disaccharides like sucrose, maltose, and isomaltose, as well as various oligosaccharides. The specific proportions of these sugars vary depending on the floral source and the bee species.
● Enzymes: Bees contribute a significant amount of enzymatic activity to honey. The most prominent enzyme is invertase, which breaks down sucrose into fructose and glucose. Amylase, another enzyme, breaks down starch. These enzymes play a role in the maturation of honey and its potential health benefits.
● Amino Acids: While present in relatively small quantities, amino acids are the building blocks of proteins and contribute to honey’s nutritional value. Proline is often the most abundant amino acid found in honey.
● Vitamins: Honey contains trace amounts of various vitamins, including B vitamins (such as thiamine, riboflavin, niacin, and pantothenic acid) and vitamin C. While not a primary source of these vitamins, their presence adds to honey’s overall nutritional profile.
● Minerals: Honey is a source of various minerals, including potassium, calcium, magnesium, sodium, zinc, iron, and copper. The mineral content can vary significantly depending on the soil composition where the nectar-producing plants grow.
● Organic Acids: Acetic acid, citric acid, formic acid, and gluconic acid are among the organic acids found in honey. These contribute to honey’s pH (typically acidic, around 3.9), which plays a role in its preservation and antimicrobial properties. Gluconic acid is produced by the enzyme glucose oxidase.
● Volatile Compounds: These compounds are responsible for honey’s distinctive aroma and flavor. Hundreds of volatile compounds have been identified in honey, including aldehydes, ketones, alcohols, and esters. The specific volatile profile is heavily influenced by the floral source, making each type of honey unique.
● Pollen Grains: Microscopic pollen grains from the flowers visited by bees are naturally present in raw honey. Analyzing the pollen content can help identify the botanical origin of the honey.
● Antioxidants: Honey is rich in various antioxidant compounds, including flavonoids and phenolic acids. These compounds help protect the body’s cells from damage caused by free radicals and are believed to contribute to many of honey’s health benefits.
The precise composition of honey is a fascinating reflection of the biodiversity of the environment from which it originates. This natural variability is one of the characteristics that make honey such a captivating and complex substance.

The Remarkable Benefits of Honey: A Natural Powerhouse for Health and Well-being
For centuries, honey has been recognized not only for its sweetness but also for its medicinal properties. Scientific research is increasingly confirming many of the traditional uses of honey, highlighting its significant benefits for human health:
● Antimicrobial and Antibacterial Properties: One of the most well-known benefits of honey is its ability to inhibit the growth of bacteria, fungi, and viruses. This is attributed to several factors:
● High Sugar Concentration: The high sugar content creates an osmotic effect, drawing water out of microbial cells and inhibiting their growth.
● Low Water Content: The relatively low water content limits the availability of water for microbial metabolism.
● Acidity: The acidic pH of honey is unfavorable for the growth of many pathogens.
● Hydrogen Peroxide Production: The enzyme glucose oxidase, when diluted with body fluids (like wound exudate), produces hydrogen peroxide, a powerful antiseptic.
● Presence of Other Antimicrobial Compounds: Compounds like methylglyoxal (particularly high in Manuka honey) also contribute to honey’s antimicrobial efficacy.
This makes honey effective in treating wounds, burns, and certain infections.
● Wound Healing and Tissue Regeneration: Honey’s antimicrobial properties, coupled with its ability to reduce inflammation and stimulate tissue growth, make it a valuable topical treatment for wounds. It helps to create a moist wound environment, promotes debridement (removal of dead tissue), and reduces pain.
● Cough and Sore Throat Relief: Honey is a well-established remedy for soothing sore throats and suppressing coughs. Its thick consistency coats the throat, providing relief, and its antimicrobial properties may help to fight off infections. Studies have shown that honey can be as effective as some over-the-counter cough medicines for children.
● Antioxidant Powerhouse: As mentioned earlier, honey contains a variety of antioxidants that help protect cells from oxidative stress. This may contribute to reducing the risk of chronic diseases such as heart disease and certain types of cancer.
● Prebiotic Properties: Some studies suggest that honey may act as a prebiotic, promoting the growth of beneficial bacteria in the gut. A healthy gut microbiome is essential for overall health and well-being.
● Energy Source: Honey is a readily available source of carbohydrates, providing a quick energy boost. Its combination of fructose and glucose allows for both immediate and sustained energy release.
● Potential Anti-inflammatory Effects: Some compounds in honey may possess anti-inflammatory properties, which could be beneficial in managing conditions associated with inflammation.
It is important to note that the specific health benefits and potency of honey can vary depending on its floral source, processing methods, and storage conditions. Raw, unprocessed honey generally retains more of its natural beneficial compounds.

Preserving the Purity and Potency of Honey: The Science of Shelf Life
While honey is remarkably stable due to its low water activity and acidic pH, proper preservation is crucial to maintain its quality, safety, and beneficial properties over time. Several factors influence honey’s shelf life and require careful consideration:
● Water Content: As discussed, higher water content increases the risk of fermentation by osmotolerant yeasts naturally present in honey. Honey with a water content below 18% is generally considered stable and resistant to fermentation.
● Temperature: High temperatures can degrade enzymes, vitamins, and volatile compounds, leading to a loss of quality, flavor, and potentially some health benefits. Storage at moderate temperatures (ideally between 10°C and 20°C) is recommended. Fluctuations in temperature can also accelerate crystallization.
● Light: Exposure to direct sunlight can degrade heat-sensitive compounds and affect honey’s color and flavor. Storing honey in opaque containers or in a dark place is advisable.
● Contamination: Honey can be susceptible to contamination by microorganisms, foreign matter, or chemical residues if not handled and stored properly. Sealing containers tightly is essential to prevent moisture absorption and contamination.
● Crystallization: Crystallization (granulation) is a natural process where glucose separates from the solution and forms crystals. While it doesn’t affect the safety or nutritional value of honey, it can alter its texture and appearance. Crystallization is influenced by the ratio of glucose to fructose, temperature, and the presence of pollen or air bubbles. Crystallized honey can be reliquefied by gentle warming.
Proper preservation techniques are essential for producers, distributors, and consumers alike to ensure that honey remains safe, palatable, and retains its beneficial properties from the hive to the table.
From Hive to Shelf: The Industrial Production and Honey Packaging Journey
The journey of honey from the beekeeper’s hive to the consumer’s pantry involves a series of carefully controlled industrial processes designed to extract, filter, and prepare the honey for sale. The final and arguably most critical step in this process is industrial honey packaging.
The industrial production of honey typically involves the following stages:
1. Extraction: Honeycomb is removed from the hive, and the honey is extracted, usually through centrifugal force.
2. Filtering/Straining: This process removes larger impurities such as beeswax particles, propolis, and other debris. Depending on the desired level of clarity, honey may be filtered through increasingly fine meshes. Excessive filtration can remove beneficial pollen and enzymes, so a balance is often sought.
3. Heating (Optional and Controlled): Some heating may be applied to reduce viscosity for easier filtering and bottling, and to prevent crystallization. However, excessive heating (pasteurization) can destroy heat-sensitive enzymes and degrade the quality of the honey. Controlled, low-temperature heating is preferred for maintaining quality.
4. Settling: Honey is allowed to settle in tanks to allow any remaining air bubbles or light particles to rise to the surface.
5. Packaging: This is the final stage where the processed honey is filled into various containers, sealed, and labeled for distribution and sale.

The Precision and Efficiency of the Honey Packaging Production Line
The industrial honey packaging process is a sophisticated operation that demands precision, hygiene, and efficiency. A typical honey packaging production line integrates several key automated or semi-automated processes to ensure that honey is safely and effectively packaged for the market. These processes include:
● Filling: This is a core component of the honey packaging line. Due to honey’s viscous nature, specialized filling machines are required. Common types include:
● Piston Fillers: Ideal for thick liquids like honey, these machines use a piston to draw a precise volume of product and dispense it into the container. They offer high accuracy and are suitable for various container sizes.
● Rotary Gear Pump Fillers: These fillers use a positive displacement pump with rotating gears to move a precise volume of honey. They are known for their accuracy and ability to handle viscous products.
● Gravity Fillers: While less common for highly viscous honey, gravity fillers can be used for less viscous varieties or in specific applications where speed is paramount and slight variations in fill volume are acceptable.
● Weight Fillers: These machines fill containers to a target weight, ensuring consistent product amount regardless of density variations. This is particularly useful for products sold by weight.
Filling machines for honey need to be constructed from food-grade materials, easy to clean, and capable of handling the product’s viscosity without damaging its delicate structure or introducing air bubbles.
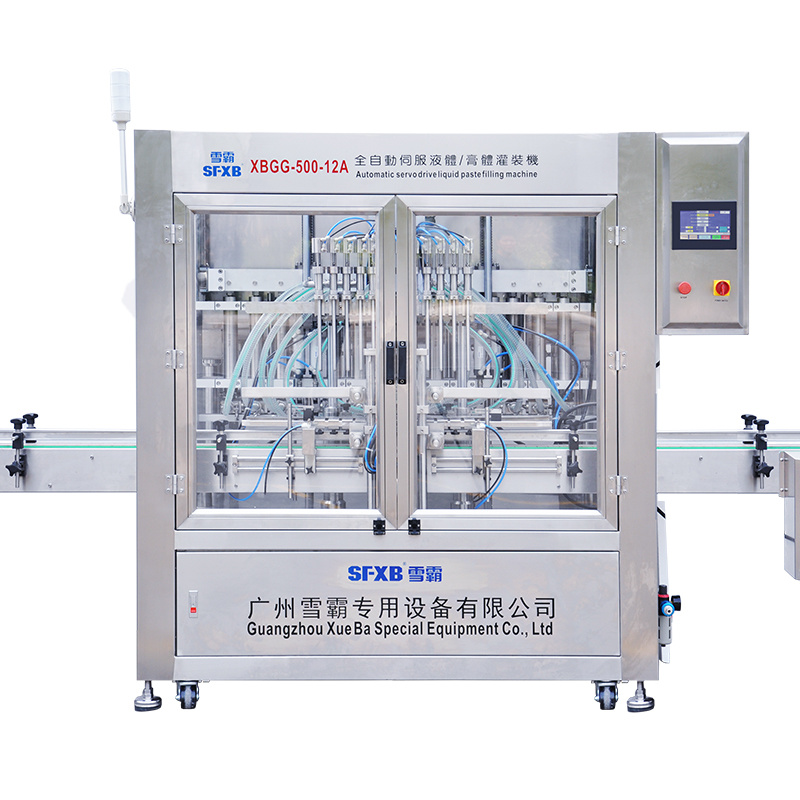 |
XBGG series automatic multi-head servo drive piston filling machine
Filling of various liquids , pastes, sauces (including soft particles), such as (honey, chili sauce, tomato sauce, pearl milk tea, coconut fruit, orange juice, etc.), strong versatility.
|

● Capping/Sealing: After filling, containers are sealed to prevent leakage, maintain freshness, and ensure product integrity. The type of capping or sealing machine depends on the container and closure type:
● Screw Capping Machines: Used for containers with screw-on lids. These machines can be automatic or semi-automatic and apply caps with a consistent torque.
● Heat Sealing Machines: For containers with film or foil seals, heat sealing machines apply heat and pressure to create a hermetic seal.
● Induction Sealing Machines: These machines use electromagnetic induction to heat a foil liner within the cap, creating a strong seal to the container opening. This is a popular method for tamper-evident sealing.
Effective capping and sealing are crucial for preventing spoilage and maintaining the honey’s quality.
 |
BKX-200 Three-four-rotation vacuum sealing and capping machine
It is suitable for vacuum sealing screw caps of various glass bottled condiments, pickles, fermented bean curd, jams and other products. |
● Labeling: Accurate and attractive labeling is essential for product identification, branding, and providing consumers with important information (ingredients, nutritional value, origin, expiry date). Labeling machines apply pressure-sensitive labels to various container shapes and sizes. Different types of labeling machines exist, including:
● Wrap-Around Labelers: Apply a single label that wraps around the circumference of the container.
● Front and Back Labelers: Apply separate labels to the front and back of the container.
● Top and Bottom Labelers: Apply labels to the top and/or bottom of the container.
Labeling machines ensure consistent label placement and high application speed.
 |
SF-3030 Automatic round bottle labeling machine
Suitable for labeling most round bottles or cylindrical objects.
|

● Other Packaging Processes: Depending on the specific honey packaging requirements, the production line may also include:
● Induction Sealing: As mentioned under capping, this is a key step for tamper evidence.
● Shrink Wrapping: Applying a plastic film that shrinks tightly around multiple containers for bundling or tamper evidence.
● Cartoning/Case Packing: Placing individual honey containers into cartons or cases for transportation and distribution.
● Palletizing: Stacking cases onto pallets for efficient storage and shipping.
The integration of these processes into a seamless honey packaging line significantly increases production speed, reduces labor costs, ensures consistency in packaging quality, and minimizes product loss.
The Honey Packaging Machine: The Heart of the Operation
At the core of the industrial honey packaging line lies the honey packaging machine. This term encompasses a range of specialized equipment designed to handle the unique properties of honey. While the broader line includes various machines, the filling machine is often referred to as the honey packaging machine in a more specific context.
A high-quality honey packaging machine is characterized by several key features:
● Viscosity Handling: The machine must be specifically designed to handle the high viscosity of honey without blockages or inconsistent filling.
● Accuracy and Precision: Accurate filling is essential for meeting legal weight or volume requirements and minimizing product giveaway.
● Hygiene and Sanitation: As a food product, honey requires strict hygiene standards. Honey packaging machines must be constructed from food-grade materials (such as stainless steel), be easy to disassemble and clean, and minimize product contact surfaces.
● Flexibility: A versatile honey packaging machine can handle various container sizes, shapes, and materials, allowing producers to adapt to market demands.
● Speed and Efficiency: High-speed operation is crucial for meeting production targets and reducing overall packaging costs.
● Reliability and Durability: Industrial machinery needs to be robust and reliable to withstand continuous operation.
● User-Friendly Interface: Modern machines often feature intuitive interfaces for easy operation and changeovers.
● Integration Capabilities: The honey packaging machine should seamlessly integrate with other equipment on the packaging line, such as cappers, labelers, and case packers.
Investing in the right honey packaging machine is a critical decision for honey producers. It directly impacts product quality, production efficiency, and ultimately, profitability.
Beyond the Machine: The Importance of Packaging Materials and Design
While the honey packaging machine is vital, the packaging materials and design also play a crucial role in preserving honey and attracting consumers. Common packaging materials for honey include:
● Glass Jars: Offer excellent barrier properties, are aesthetically pleasing, and are perceived as premium. However, they are fragile and heavier.
● Plastic Containers: Lightweight, durable, and cost-effective. Various types of plastic are used, including PET and HDPE. Squeeze bottles are popular for convenience.
● Pouches: Growing in popularity for single-serve portions or liquid honey, offering flexibility and reduced material usage.
● Metal Tins: Used for bulk honey or specialty products.
The design of the packaging should protect the honey from light and moisture, be easy to open and reseal, and be visually appealing to stand out on retail shelves. Tamper-evident features are also essential for consumer safety and trust.
Conclusion: The Golden Standard in Honey Packaging
Honey, a gift from nature with a complex composition and remarkable benefits, demands careful handling throughout its journey from hive to consumer. Understanding its ingredients, appreciating its advantages, and implementing proper preservation techniques are all crucial steps. However, the final and most visible stage, honey packaging, is paramount in ensuring that this golden elixir reaches consumers in its purest, safest, and most appealing form.
The industrial honey packaging line, with its specialized filling, capping, labeling, and other processes, represents the modern standard for delivering high-quality honey to the global market. At the heart of this operation lies the honey packaging machine, a testament to engineering precision designed to handle the unique properties of honey with efficiency and hygiene.
As the demand for natural and healthy products continues to grow, the importance of sophisticated and reliable honey packaging solutions will only increase. Investing in advanced honey packaging machinery and utilizing appropriate packaging materials are not just operational necessities; they are commitments to preserving the integrity and value of this extraordinary natural product, ensuring that the sweetness and benefits of honey can be enjoyed by people around the world. The art and science of honey packaging are vital links in the chain that connects the diligent work of bees and beekeepers to the appreciative consumer.
| References: | |
| 1. | Review: Honey—Chemical composition, stability and authenticity –Retrieved from: ScienceDirect |
| 2. | Honey: its medicinal property and antibacterial activity –Retrieved from: National Library of Medicine |
| 3. | Technology Minute: How to Choose the Right Liquid Filling Equipment for Your Packaging Needs –Retrieved from: Packaging World |
| 4. | Precision apiculture system: honey traceability from hive to spoon –Retrieved from: Taylor&Francis online |



Comments